
 鹏瑞管业有限公司
鹏瑞管业有限公司
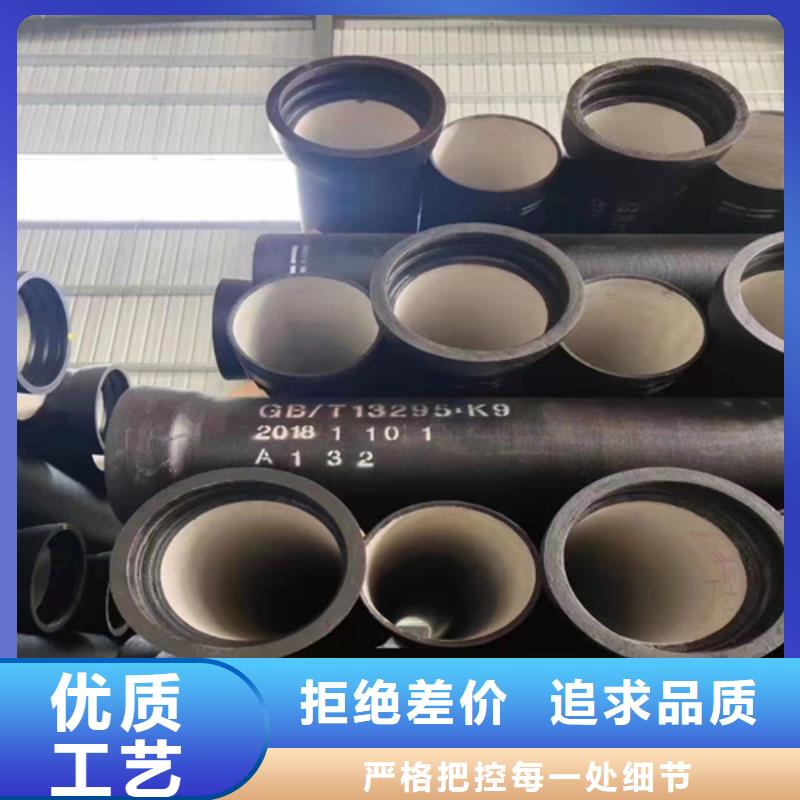
 大连给水DN900球墨铸铁管业内好评
鹏瑞管业有限公司
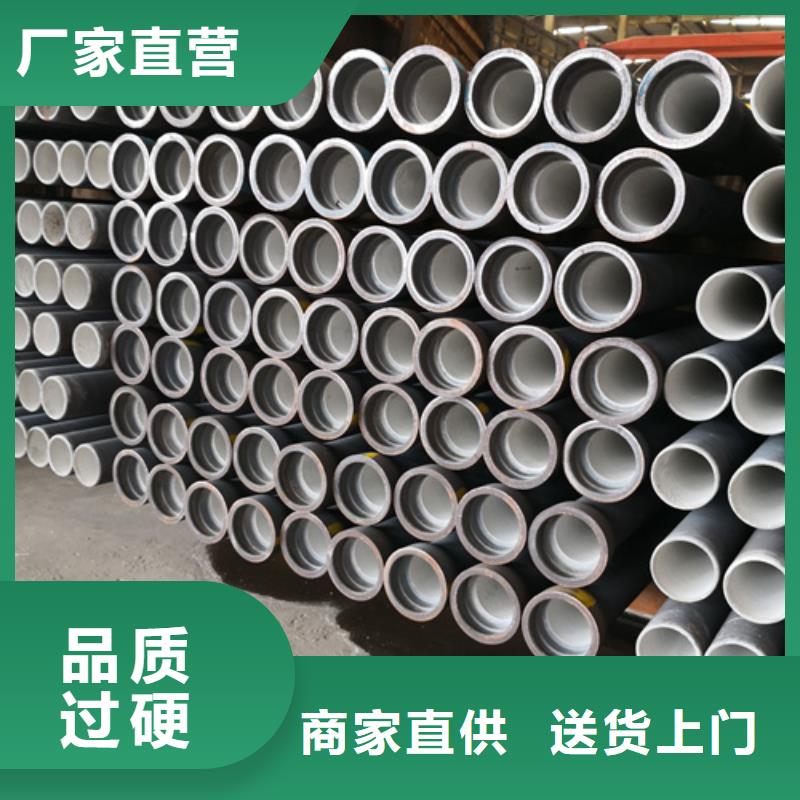
铸铁管(Cast Iron Pipe),用铸铁浇铸成型的管子。铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。按材质不同分为灰口铸铁管和球墨铸铁管。按接口形式不同分为柔性接口、法兰接口、自锚式接口、刚性接口等。其中,柔性铸铁管用橡胶圈密封;法兰接口铸铁管用法兰固定,内垫橡胶法兰垫片密封;刚性接口一般铸铁管承口较大,直管插入后,用水泥密封,此工艺现已基本淘汰。按其制造方法可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。1、给水铸铁管:给水铸铁管使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,
大连给水DN900球墨铸铁管业内好评
鹏瑞管业有限公司
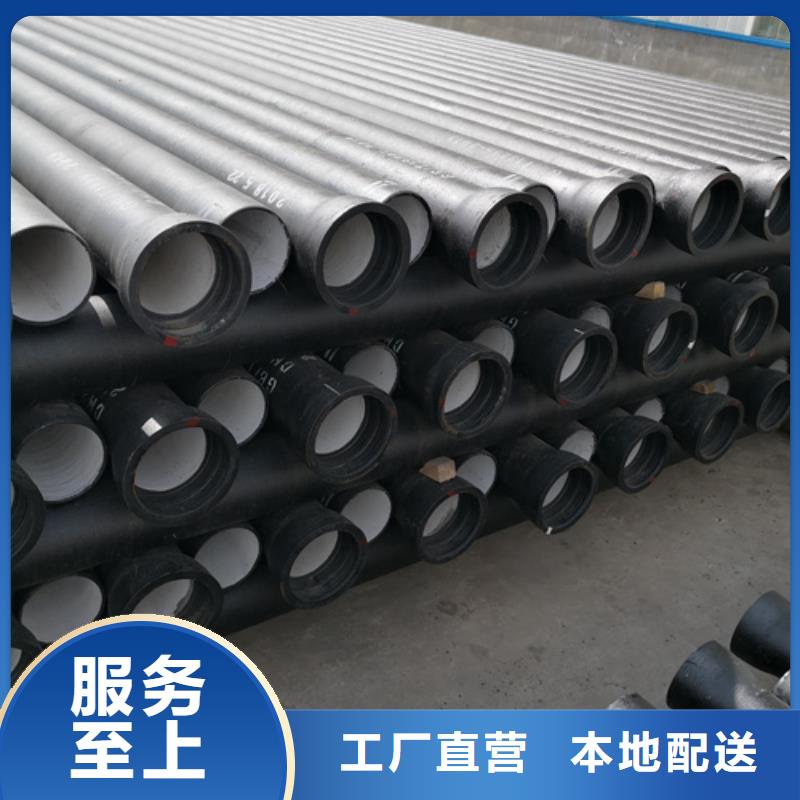
铸铁管(Cast Iron Pipe),用铸铁浇铸成型的管子。铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。按材质不同分为灰口铸铁管和球墨铸铁管。按接口形式不同分为柔性接口、法兰接口、自锚式接口、刚性接口等。其中,柔性铸铁管用橡胶圈密封;法兰接口铸铁管用法兰固定,内垫橡胶法兰垫片密封;刚性接口一般铸铁管承口较大,直管插入后,用水泥密封,此工艺现已基本淘汰。按其制造方法可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。1、给水铸铁管:给水铸铁管使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,
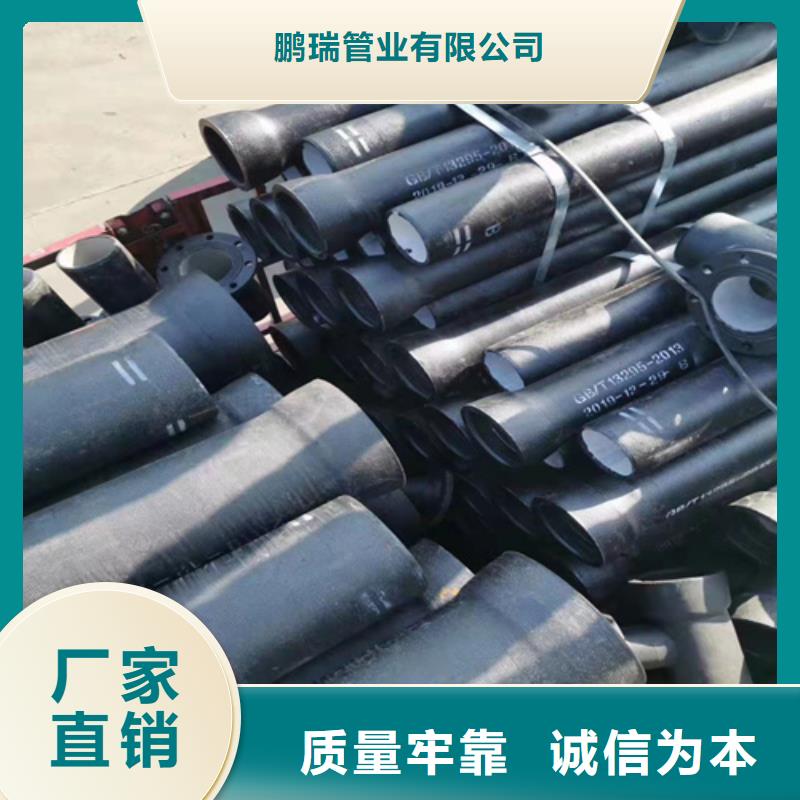
 球墨管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等就行一次肉眼目测的外观检查,避免使用带病的部件。第二个保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。球墨管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。 另外,如果项目所采用的球墨铸铁管在质量上符合标准,那么我们应该注意胶圈、焊接等的交直流两用。球墨铸铁管作为一项改善施工环境的新型管材,只有应用得当,产品质量过硬,才能减少安装项目中的不必要麻烦,日后的维护保养工作也相对容易些。
高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得的孕育效果。5.合金化铸铁常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前,需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分FeMn、FeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。鹏瑞球墨铸铁管
球墨管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等就行一次肉眼目测的外观检查,避免使用带病的部件。第二个保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。球墨管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。 另外,如果项目所采用的球墨铸铁管在质量上符合标准,那么我们应该注意胶圈、焊接等的交直流两用。球墨铸铁管作为一项改善施工环境的新型管材,只有应用得当,产品质量过硬,才能减少安装项目中的不必要麻烦,日后的维护保养工作也相对容易些。
高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得的孕育效果。5.合金化铸铁常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前,需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分FeMn、FeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。鹏瑞球墨铸铁管

